
1. 定義:
切断: プロセス要件に従って、ばね鋼フラットバーを必要な長さに切断します。
1.2.矯正
矯正: 切断されたフラットバーの側面曲げと平面曲げを調整して、側面と平面の曲率が生産要件を満たしていることを確認します。
2. 応用:
春の葉っぱばかり。
3. 操作手順:
3.1. 原材料検査
切断前に、ばね鋼フラットバーの仕様、鋼格子、加熱番号、製造元、倉庫検査合格マークを確認します。すべての項目が板ばね工程の要件を満たしていることを確認後、次の工程に進み、切断を開始します。
フラットバーの最初のピースは、一次検査のために切断されます。一次検査に合格したピースのみが、バッチカット前に検査員に提出され、検査を受けることができます。バッチカット中は、固定具の緩みが許容値を超え、修理または廃棄につながることがないようにする必要があります。
切断されたばね鋼フラットバーは、きちんと積み重ねてください。乱雑に積み重ねて表面に傷をつけないでください。検査合格マークを記入し、作業引渡カードを貼付してください。
切断工程後、フラットバーは主に以下の項目を検出する必要があります。
1) 切断面の垂直度検出
下の図1に示します。
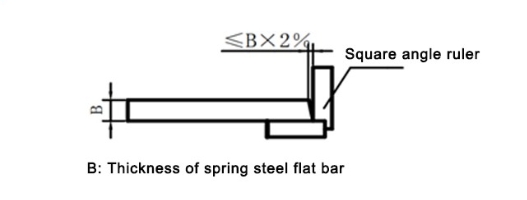
(図1 切断面垂直度測定の模式図)
下の図2に示します。
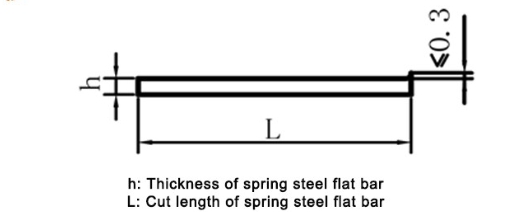
(図2. 切断面バリ測定の模式図)
3) 切断されたフラットバーの横曲げと平曲げの検出
下の図3に示します。
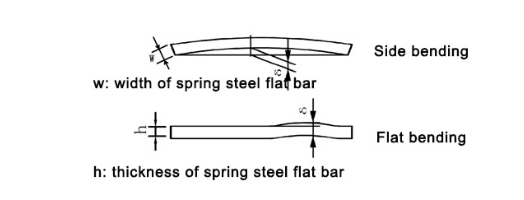
(図3. 切断バーのサイドベンディングとフラットベンディング測定の模式図)
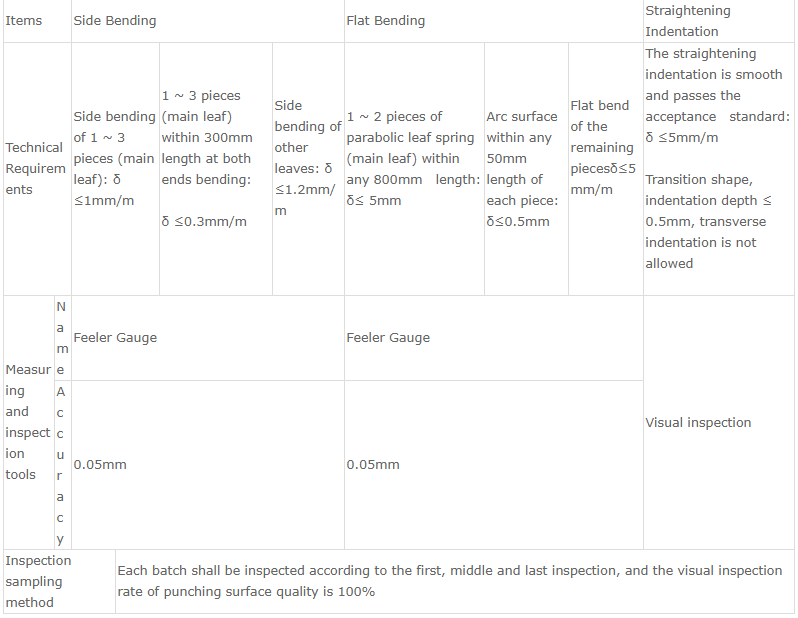
5.検査基準:
スプリングリーフ矯正工程の検査基準は下記表1の通りです。
さらに詳しく知りたい方は、www.chleafspring.comいつでも。
投稿日時: 2024年3月21日







